




What Causes Porosity?
So, what causes porosity? Simply put, porosity occurs when nitrogen, oxygen, or hydrogen becomes trapped inside the molten weld pool as it solidifies. Those gases either leave a subsurface void or they leave a pore that is visible at the surface.
1. Porosity caused by nitrogen or oxygen. This type of porosity mainly is due to inadequate shielding gas coverage. There are many reasons for inadequate shielding gas coverage:
- Shielding gas flow rate is too low. Welding completed to a weld procedure specification (WPS) requires that the shielding gas flow rate fall within a specific range. Make sure the flow rate range is appropriate, taking into consideration environmental conditions like wind speed.
If the shielding gas flow rate is set correctly, but it measures too low at the nozzle, the delivery system may be to blame. The delivery system for shielding gas comprises components joined together and sealed with sealants and O-rings at each of the several connections. Seal failure leads to low flow rates at the nozzle and/or nitrogen and oxygen being drawn into the delivery system, reducing the shielding at the weld.
Shielding gas flow rate is too high. With shielding gas, more is not always better. Excessive flow rates at the nozzle will generate turbulence that draws nitrogen and oxygen into the area of the weld pool, changing the shielding mixture, resulting in porosity.

Believe it or not, weld porosity falls fairly low on the critical list.
Windy conditions at the weld pool. Some codes limit the wind speed at the weld area when a process uses an external shielding gas system (GTAW, GMAW, and FCAW-G). These high wind speeds aren’t limited to the pipelines through the Great Plains or the 45th floor of high-rise steel construction either. They can be found on your shop floor and are typically generated by open overhead doors, ventilation fans, or individual cooling fans. It doesn’t take a lot of wind to blow the shielding gas away from a weld pool, introducing nitrogen and oxygen.
2. Porosity caused by hydrogen. This type of porosity typically is due to contaminants at the weld joint or on or in the electrode/filler.
- Rust on steel surfaces. Rust occurs when iron, water, and oxygen combine. This contaminant will mix with weld metal chemistry and generate hydrogen bubbles that may not escape the weld metal before solidification. Removing rust from steel surfaces is critical to reducing porosity.
- Paint/coatings on steel surfaces. Some welded surfaces are coated. Sometimes it’s a light paint, sometimes it’s an antispatter compound. However joints may be coated, it is your responsibility to ensure that the coating does not negatively affect weld quality. You can do this by testing and documenting results on a WPS. Excessive coatings have the potential to mix with weld metal, preventing the hydrogen from escaping before solidification.
- Water, oil, and grease on steel surfaces. Of course, water around the molten weld pool can lead to hydrogen cracking, which is a special concern in the welding industry. Sometimes water in the weld pool is obvious, like rain, snow, or ice. Other times it’s not as obvious, like when it forms at faying surfaces, between plates on a lap joint, or between plates of a butt joint and its backing bar. Sometimes moisture forms on or in the electrode/filler due to high humidity. Properly maintaining electrodes is critical in this industry for a number of reasons, including preventing porosity.
- Cutting oils used to saw tubing to length or drill holes in an I-beam are common contaminants used in the fabrication business. Those oils easily end up near weld joints. Some welding processes can handle the presence of cutting oils better than others. As it is with coatings, it is your responsibility to ensure that the WPS factors in any cutting fluids that may find their way to the weld joint. Certainly, these contaminants have the potential to generate porosity.
How to Deal With Porosity
Welding discontinuities are all categorized by their criticality. Are they linear or rounded? Is there a sharpness of the end condition? Do they come to the surface? Judging by the dimensions noted in codes for porosity, this discontinuity doesn’t rate high on our critical list.
Porosity is one discontinuity that potentially could stop crack growth (bear with me now). Picture a welder repairing a crack. The welder’s first step is to determine as best they can where the ends of the crack are located. This is often done using nondestructive evaluation methods like dye-penetrant testing. Once the ends of the crack are located, the welder then drills into the ends of the crack, changing the sharp-end condition to a rounded condition to help prevent the crack from growing as the repair is made.
Porosity can have that same effect.

Various codes including AWS D1.1, ASME B31.1, and API 1104 tend to be much more forgiving of porosity than the quality assurance departments that enforce them.
Depending on the technique, repairs made to weldments with porosity can be devastating. During my career as a welder and welding engineer in manufacturing, I saw people try to repair porosity by filling the pore with a quick zap of a GMAW gun. Taking the porosity, which is often acceptable and sits pretty low on our critical list, and turning it into an arc strike now elevates it almost as high as you can go on the critical list.
When porosity does not meet the acceptance criteria (meaning it’s rejectable), the only option is to remove it. You can either remove all porosity found in the weld and replace the weld at that location, or you can simply remove and replace the entire weld, which actually may not be simple. You can remove the weld or the porosity by any means allowable by code or your company’s standard. Those means typically include grinding, gouging, or machining.
In situations where porosity is found to be acceptable, you should think twice about making a repair. With that said, sometimes acceptable porosity interferes with coatings or could make a product look less appealing, making it necessary to repair. When you do repair acceptable porosity, the engineer of record may allow you to mechanically deform the surface (a process referred to as caulking) to hide or obscure it. Aside from that, the only other acceptable repair method is to remove and replace the weld.
I think porosity gets a bad rap. It’s low on my critical list because it represents little more than a lack of volume in a weld. Heck, it could even stop a crack should one develop. But then again, if it were causing a trail of rust to seep down the headache rack on my shiny, clean Ford F-150, I’d want it repaired. And by repaired, I mean I’d want it removed.
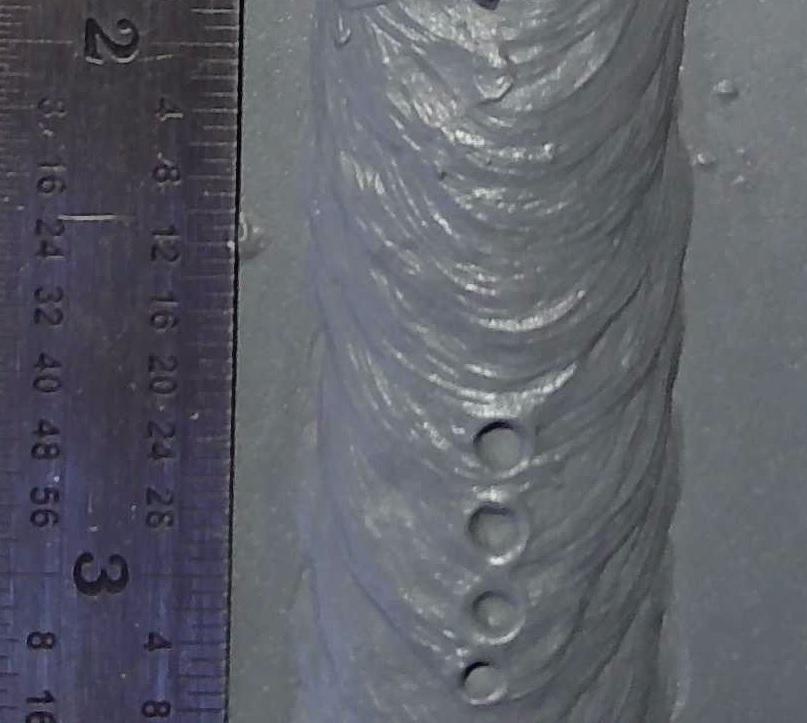
In fact, the porosity seen in the three weld beads pictured are all acceptable according to these codes.